Improving the Kanban
Overview
One of the basic tenets of kanban (and for that matter the entire Lean philosophy) is that once you implement, you should continuously improve the kanban by reducing the kanban quantities. However, the only way to reduce the quantities , without jeopardizing the customer is to improve the process or reduce your buffers. To improve the process you must reduce scrap, downtime, or changeovers. To initially illustrate this point, we presented four graphs in Chapter 4 that showed the impact of these process improvements on the calculated quantities. (Figures 9-1 to 9-4 show these same graphs.) Reducing the buffer requires you to address your safety stock and to reduce supplier lead-times.
Accordingly, we have developed this chapter to discuss how to improve these three process areas and to discuss options for reducing buffers. Our first recommendation, however, is to assess your process and determine which of the three process areas will make the most significant improvement in the kanban quantities. A simple way to make this determination is to incrementally change each factor in your original kanban calculations to see how the replenishment interval changes.
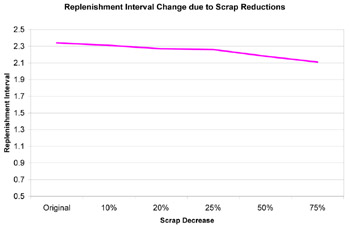
Figure 9-1: Impact of Reducing Scrap on Kanban Quantities.
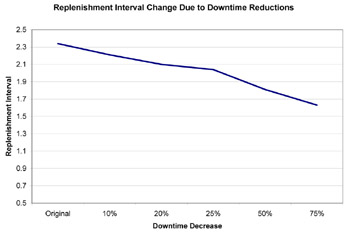
Figure 9-2: Impact of Reducing Downtime on Kanban Quantities.
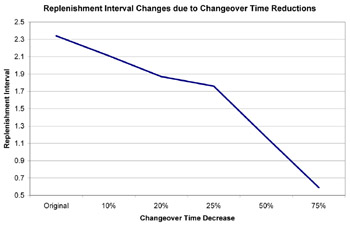
Figure 9-3: Impact of Reducing Changeover Times on Kanban Quantities.
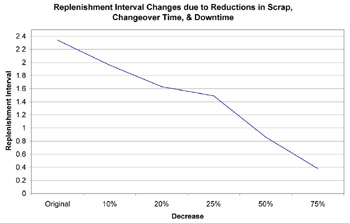
Figure 9-4: Impact of Reducing All Three Factors on Kanban Quantities.
Once you have determined where to focus, then we recommend you develop a systematic plan for improving the kanban. This plan should also include long-term goals for reducing kanban quantities. Hopefully, by establishing long- term goals, you will plant the seeds for a continuous improvement mentality (or culture) within your organization.
With the introduction of the continuous improvement step we have completed the process flow we started in Chapter 3 and have developed throughout this book. The completed process flow for implementing kanban is shown in Figure 9-5.
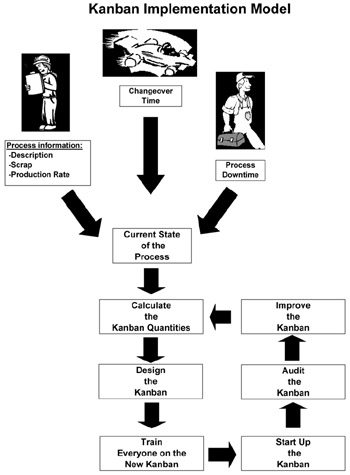
Figure 9-5: Kanban Implementation Flow.
Note that the addition of this last step creates a continuous loop of improvement for the kanban. We created this loop in keeping with the philosophies of the Toyota Production System (or TPS). Remember, the driving concept behind TPS is to continually drive waste out of the process. Therefore, the process of improvement never ends.
Improving the Process
From our experience, the biggest improvement to the kanban replenishment interval, which in turn allows the biggest reduction in kanban containers, comes from reducing changeover times of the process. This statement is born out by our graphs, which also show that changeover times beat out reducing scrap and downtime. However, scrap and downtime reductions can lead to the biggest bang for the buck since improvements in these areas typically lead to savings in both inventory and scrap dollars. Therefore, we will address methods for improving all three areas.
Reducing Changeover Times
To reduce changeover times you need to:
- Improve the actions that occur while the process is down for changeover
- Perform as many changeover steps before the process stops
Some of the actions to consider for improving the changeover include:
- Coordinate the activities of the changeover participants
- Eliminate wasted motion
- Eliminate travel
- Eliminate waiting
- Improve the startup activities
The best way to accomplish these two objectives is to conduct a quick changeover workshop, or SMED (short for Single Minute Exchange of Dies workshop). SMED workshops were pioneered by Shigeo Shingo to support the needs of the Toyota Production System.
A SMED workshop consists of videotaping a changeover, then dissecting the changeover to make improvements. During the review of the video, you breakdown the changeover activities into a series of steps so that you can identify activities that can be:
- Done before or after the changeover occurs
- Done faster
- Eliminated
The act of moving an activity to before or after the changeover is called making the action an "external" step. Making an action happen faster or eliminating the action completely is called "streamlining" the step.
Also, when reviewing the video, look for actions that are out of place, should be assigned to another person, or should be combined with another activity. These observations will form the coordination part of the workshop activities.
When reviewing the video for items that can be moved from an internal step to an external step, look at these areas for candidates:
- Travel back and forth for changeover parts
- Cleaning or 5s activities
- Alignment activities
- Attachments of hoses or cables
Most times these steps can be moved to an external step by prepositioning the changeover parts, creating new cleanup procedures, or fabricating new jigs (or duplicate jigs).
When reviewing the video for items that can be streamlined, look at these areas for candidates:
- Numerous nuts and bolts that need to be removed and reinstalled
- Confusing cabling
- Alignment activities
- Excessive movement at workstations
- Manhandling of fixtures
These items can often be streamlined by looking at the purpose of the activity. In most cases, the waste will become readily apparent to the operators participating in the workshop when they see themselves or their peers performing the changeover. To streamline the removal and installation of bolts and nuts, look at eliminating the number required (this action will typically require engineering and safety approvals ), shorting of the bolt lengths, and utilizing speed nuts, ratchet handle bolts, or quarter turn nuts and bolts. (Figure 9-6 shows examples of speed nuts and ratchet handle bolts.)
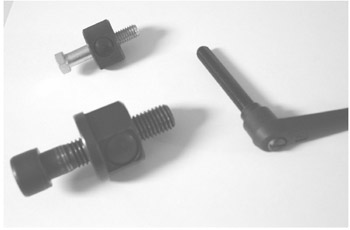
Figure 9-6: Examples of Quick Changeover Hardware.
To streamline the changeout of confusing wiring and inexact alignment issues, use visual management techniques. Such techniques as color coding, special fittings, and scribing of corner and centerline marks will help eliminate fumbling and mistakes. Fumbling and mistakes can also be eliminated by standardizing gaps between tools and fabricating spacers and jigs.
To eliminate excess operator movement during changeovers make sure that the operator has the tools required for the task within easy reach and make sure that the operator has a place to put the old changeover hardware. Prestaging tooling, 5s tool boards , and carts all help to eliminate unnecessary movement. Also, question any out of sequence activities, such as the operator suddenly leaving to go help someone else, or moving on to another activity without completing the current activity, or moving back and forth around the machine without an apparent pattern. These observations may be opportunities to change the workflow or to reassign tasks to someone else. However, streamlining of these actions may also require the assistance of engineering or maintenance to modify the changeover tools.
Once you have reviewed the video (or videos ) and documented your findings/improvement opportunities, it's time to create a new changeover. The new changeover design should be a choreographed plan of who does what and when during the changeover time. The new design should also incorporate all the changes you identified in the preceding steps.
In addition, before you start designing the new internal changeover, you will need to identify the external activities that will occur before the changeover starts. Make this a running list so that you can add to it as you proceed with creating the new changeover.
Start your new internal changeover at "time 0" when the last good part has been produced. Now, operator by operator, create a timeline of the actions that each operator will perform. Each operator's timeline should incorporate the changes you identified while dissecting the video. This step is also the point where you use your observations about excessive travel to make sure that it is eliminated or properly timed in the new changeover.
As you create the timeline of the actions for each operator, look for waiting time and tasks that require two or more people to perform. Use the waiting to perform the tasks that require multiple people. Also, consider everyone's location to determine who is the best person to perform these tasks.
The last part of designing a new changeover is to design the process startup. This step represents a major opportunity to reduce time and to save scrap. Many people who are unfamiliar with kanban and SMED fail to recognize this opportunity. They misunderstand the definition of changeover includes not only the time for the physical changeover, but also the time to start up and produce the first good part at full rate. Therefore, a structured startup timeline reduces the time required for startup, which means less startup scrap.
The startup process should identify each person's activities: where they are, what they are doing, and with whom they are working. Just like the changeover workflow, develop a list of steps starting at the point where you are ready to start the process. Now proceed through the startup, listing the actions that need to occur and who will do them. Be specific about who does what in this step; often the main problem with startups is that the crew members are unsure of their responsibility and there are conflicting practices. Don't shy away from addressing the lack of standardization with workshop members ”make them determine the "one best way" and put it in the workflow.
Once you have the changeover completed, then it becomes time to document the action items and develop a training plan. The action items should be clearly spelled out with timelines and people assigned for their completion.
For those readers who are unfamiliar with SMED workshops, this is an area where a consultant may be helpful. The consultant can make sure that team gets a usable video and can ask the questions that will get the answers for external versus internal and streamlining. Even if you hire a consultant initially, you can develop a training plan to develop your own internal capability.
Finally, for those readers who would like more information on SMED, we recommend you read Shigeo Shingo's book, A Revolution in Manufacturing: The SMED System . [1] This book documents the development of SMED theories and presents many useful ideas for reducing changeover times.
Reducing Scrap
Although reducing scrap may not yield as great a contribution to reducing kanban quantities as the reduction in changeover times, it has other benefits. By reducing scrap you not only reduce kanban quantities , but you save scrap cost, improve customer relations, improve quality, and improve operator morale . Additionally, reducing scrap may allow you to reduce your safety stock due to the resultant reduced process variability.
When attempting to reduce scrap, you need to determine whether the cause of the scrap is a lack of nonstandard operations and training or a technical issue. If the scrap is due to nonstandard work or lack of training, then no amount of technical expertise will create a sustainable reduction in scrap. To determine whether your problems stem from this lack of standardization and training, evaluate your standard work instructions, 5s status, training program, and visual management signs and markings :
- Do work instructions instruct operators on only "one best way"?
- Are operators trained to operate the process according to standard work?
- Do you have a training program?
- Are the operators periodically evaluated, or audited , for their compliance to standard work instructions?
- Are locations clearly marked for all tools and supplies ?
- Do the signs clearly show the flow of work and material through the process?
If the answers to these questions are no, then start looking at how to make the answers yes. By creating standardization and training, you create a culture that can sustain the technical improvements.
To reduce scrap due to technical issues you will need data. The data will tell you where to focus and what to focus on. Experience tells us that in most processes, scrap follows the Pareto principle: 80 percent of the scrap is caused by 20 percent of the problems.
To follow this process, build a three-level Pareto to identify the root cause of your processes highest scrap cause or causes. Start by building a graph of the scrap causes for the target process. Rank the scrap causes from highest to lowest on the graph. Now identify the top one and two scrap causes for further investigation.
The next level of Pareto looks graphically at the causes of these top scrap items. Following the same format, identify the top items for further investigation.
Finally, repeat the process for those items identified in the previous graph. At this point you should have a fairly good idea of what's causing the scrap and be ready to develop solutions. Figure 9-7 shows the relationship of these graphs.
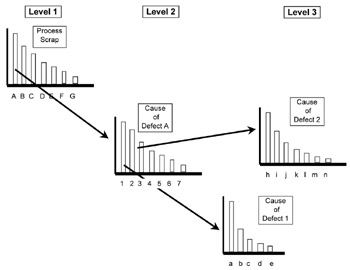
Figure 9-7: Three-Level Pareto to Determine Root Causes.
Once you have eliminated these scrap causes, then move onto the next scrap cause, using the same three-level Pareto process to eliminate these new items. Remember, the continuous improvement process never stops!
Reducing Downtime
Just like scrap reduction, downtime reduction requires a two-pronged approach:
- Permanently repair the chronic failures and improve the equipment's general condition
- Institute periodic maintenance to keep the equipment in like-new condition
To achieve these two objectives, we suggest you conduct a total productive maintenance (or TPM) workshop for your process. The TPM workshop will allow you to systemically approach the elimination of downtime. The workshop steps consist of:
- Generating a repair and correction list that documents and tags all the maintenance problems (called an abnormality list or yellow tag event)
- Conducting a deep-cleaning event where all the operators physically remove machine guards to literally clean the entire machine ”inside and out
- Generating an access and contamination list of areas that are hard to reach for cleaning and maintenance and where contamination sources (such as leaks or shavings) create cleaning and maintenance problems
- Generating job instructions for the operators (called TPM instructions) and for the maintenance department (called preventive maintenance, or PM, instructions) to perform period maintenance on the process equipment.
- Training of all the operators and maintenance technicians on the newly implemented TPM and PM instructions
- Setting up a schedule for completing TPM and PM work instructions and conducting periodic deep-cleaning events
The TPM workshops may take place in a week or may take several weeks to complete ”depending on the size of the process. The workshop should include a cross-functional team of operators and maintenance technicians. The cross-functional team ensures that you have adequate process knowledge and technical knowledge at the workshop. The cross-functional team also promotes buy-in from both groups while allowing both groups to understand the issues faced on a daily basis by the other group .
When developing the job instructions, look at the process as a system and determine the activities required to keep it running at peak performance. Many people approach this activity by asking what actions the operators can perform and what should be assigned to maintenance. They then proceed to develop the TPM instructions first.
By taking a systems approach, you ask what task must be performed to keep the equipment running at peak performance, how often these tasks should occur, and who can perform each task. Once you have made this list, then develop your TPM and PM work instructions. (For those readers who are not familiar with developing PM instructions, the book Fundamentals of Preventive Maintenance provides excellent information on developing PM work instructions and systems. [2] )
The regularly scheduled deep-cleaning events will require scheduled downtime. These events are important to maintaining the like-new condition of the equipment and to identifying potential failures. The deep-cleaning activity allows not only for inspection opportunities, but for the operators to become more knowledgeable about how their equipment operates. Because you will regularly conduct deep cleaning, completion of the items on the access and contamination list is as important as the items on the abnormality list. These items make it easier to complete the deep clean and reduce the cleaning effort required.
Although after completing the first deep-cleaning event you may be dirtier than you have ever been in your entire life, the toughest part of the program will be its long- term conduct. To complete the action list and to perform the work instructions requires scheduling of downtime. However, the payoff will be worth the effort.
[1] Shigeo Shingo, A Revolution in Manufacturing: The SMED System (Portland, Ore.: Productivity Press, 1985).
[2] John M. Gross, Fundamentals of Preventive Maintenance (New York: AMACOM, 2002).
Incorporating Process Changes into the Kanban
As you make changes in one of the areas above, you will have the opportunity to reduce the number of containers in the kanban. To determine how many containers can be eliminated, follow the process model presented earlier in the chapter, in Figure 9-5. The steps to reducing the kanban quantity include:
- Recalculate the quantities with the new improvements.
- Assess whether the new quantities cause you to change your design.
- Communicate the changes to the operators and anyone else impacted by the changes.
- Make the changes and get started.
- Keep auditing!
As you move through the model, you may not need to make design changes or conduct massive training, but all these areas need to be thought through for continuity purposes.
Reducing Buffers
The last area to assess for opportunities to reduce your kanban quantities is in the area of buffer reductions. Treat buffers separate from the other improvement areas because the replenishment interval is determined without considering the buffer. Additionally, the buffer is usually set by past practice and gut feel, with little or no calculations. In fact, these lead times are often entered into MRP scheduling systems and never visited again. The areas for focus when looking at buffer reductions are safety stock assumptions and raw material lead times.
Reducing Safety Stock
We created the safety stock to cover downtime, quality issues, stock outs, and demand fluctuation. So as time goes on and you gain confidence, review the original assumptions and ask these questions:
- Were we too conservative?
- Have process factors (such as scrap, downtime, or changeovers) improved?
As you consider your answers to these questions, assess how many times you stocked out, how many times you hit red and had to make an emergency changeover, and how many times you had emergency quality problems. The answers to these questions will guide you in determining whether you can reduce your safety stock.
Reducing Raw Material Lead Times
When we say that we want to reduce our raw material lead-times, we really mean that we want more frequent deliveries of the material. The lead-time reductions can happen by the supplier either reducing the batch size to allow more frequent deliveries or making smaller shipments from the existing inventory.
In the simplest case, the supplier maintains an inventory of a common raw material and ships the raw material more frequently. Although this situation appears to be very straightforward, a pitfall exists with the increase in shipments. As you increase the shipments and decrease your WIP due to lead time, your transportation costs can skyrocket. Therefore, you must look at transportation costs as well as the WIP cost reductions when making this decision. As a matter of fact, since transportation can spiral out of control if not monitored , we recommend using transportation cost as a percentage of sales as a business metric.
One option to combat higher transportation cost is to use milk runs among multiple suppliers. Milk runs are shipments with multiple pickups or deliveries by the same truck on a prearranged route. A milk run can originate from a single supplier with deliveries to multiple customers, or it can deliver multiple items from different suppliers to the same customer. The intent is to optimize cost for shipment sizes that are smaller than a semi-trailer (or in shipping lingo, "less than a load").
This strategy is used daily by automobile manufacturers to reduce their assembly plant inventory levels. They have preset routes that pick up parts based on prearranged orders at their suppliers' plants for transport to the assembly plants.
To implement a milk run requires the creation of a route and a schedule for the trucks to pick up your materials. You can create this route or you can work with your trucking company to create the route. Whatever method you use to create a milk run, your goal will be to reduce inventory by having more frequent pickups without increasing transportation costs.
The alternate version of this idea would be for you to see whether your supplier has other customers in your area, and then have the supplier create the milk run. You could also check with companies in your area to see whether they have suppliers in the same region as your supplier and partner with these suppliers to create a milk run. Either of these options is feasible when all parties are cooperating. If you're considering multicompany milk runs, then don't be afraid to get your trucking company involvedafter all, their job is transporting material from point A to point B.
The more difficult side of reducing the lead times of suppliers occurs when their lead times or current processes prevent them from making smaller deliveries without increasing their inventory. When they must increase their inventory, they increase their costs, which they ultimately pass on to you. Or in some cases, they may not be able to reduce batch sizes under their current process, and they will need to make changes in the process to accommodate your request.
In this situation, you will need to meet with the supplier and discuss what you have in mind. During this meeting, make sure they are aware of Lean concepts (you will be amazed how many manufacturers think that you are talking about weight loss) and the benefits of Lean manufacturing. They should already be aware of the changes you're undergoing because of your original discussions when you first set up the kanban.
Also, as part of this meeting, listen to any suggestions they have that could reduce the quantities or otherwise save money. Often, as customers, we may think we know the business better than the supplier. Likewise, suppliers may wonder why we want something that costs so much extra, but that no one else has ordered.
The outcome of such a meeting will be the supplier accepting or rejecting your request for reduced lead times. As we previously advised, you must let them make the decision. If you bully them into acceptance, then you run the risk of their agreeing to a schedule that they cannot support, and you end up suffering the consequences. If they reject the request, then determine why and take appropriate actions as a customer: Accept the answer, change suppliers, or work with the supplier to reduce the batch size incrementally
In terms of working with the supplier, this action can take several forms. You can refer them to training programs or to your consultants for implementation of Lean. If you have enough trained resources, you may even offer to help. If you offer to help, then you will want to work out a fee in advance. Typically the fee comes as a price reduction proportionate to the savings from changing the target process.
Incorporating Buffer Changes into the Kanban
The process outlined in Figure 9-5 also applies to reducing the kanban size for changes in the buffer calculations. The recalculation of the quantities is easier because you simply add buffer onto the replenishment interval quantities to determine the total number of kanban containers. When you have these quantities calculated, follow the process outlined in the previous section on implementing process changes.
Using the Workbook
The CD-ROM Workbook contains useful forms for identifying and prioritizing the area to focus on for continuous improvement. The Workbook will also help you create the framework for executing improvements strategies in each of the areas described in this chapter.
Summary
The last step in our kanban implementation model is reduction of the kanban quantities. The best way to reduce the quantities , without jeopardizing the customer, is to improve the process or reduce your buffer. To improve the production process you must follow a structured program to reduce changeovers, scrap, and downtime. Changing the buffer requires you to address your safety stock and to reduce the supplier lead times.
When looking at process improvements, prioritize the areas of focus before launching off in all directions. Using the graphs presented in Figures 9-1 through 9-4 as a guide, look at which improvements will lead to the biggest reduction in the replenishment interval.
To reduce changeover times, conduct a SMED workshop. The SMED workshop will help you analyze the changeover and develop improvements. The results of the workshop will be a choreographed changeover that has each participant's role mapped out.
To reduce scrap, determine whether the problem arises from lack of standardization and training or from a technical problem. If the issue is standardization and training, resolve these issues before placing heavy emphasis on the technical problems. A lack of standardization and training will prevent long- term technical solutions from being permanently implemented.
When you begin to focus on the technical issues to reduce scrap, use a structured data-driven process to find the root cause of the major technical issues. Because our experience shows that most scrap problems follow the Pareto principle, we recommend using three-level Paretos to determine the root cause.
To reduce downtime, conduct a TPM workshop. This workshop will help you identify areas for repairs and improvements to bring the equipment back to like-new condition and will help you set up a maintenance program to maintain this condition. When setting up the maintenance instructions, look at the whole process and what it will take to maintain the process: Develop instructions to achieve this outcome, and then assign responsibilities.
To reduce buffers, address the assumptions behind the safety stock and your raw material supplier's lead time. When looking at safety stock reductions, answer the questions presented in this chapter to determine whether you can reduce the quantities.
To reduce supplier lead times, work with the supplier to determine their ability to handle the reduced lead time. As you reduce shipment quantities, also watch your transportation cost to make sure you don't achieve smaller raw material inventories at the expense of skyrocketing transportation costs. The chapter presents several ideas on how to manage the transportation costs using milk runs.
When you work with suppliers who cannot reduce the ship quantities due to their lead times or batch sizes, make sure they are aware of the concept of Lean manufacturing. If they do not embrace Lean or cannot support your goals for reducing raw material shipments without an increase in price, then you will need to make the appropriate business decisions for your operation.
Finally, whenever you have achieved a change in one of these areas, use the model in Figure 9-5 to implement the changes in quantities. The steps to changing the kanban quantity include:
- Recalculate the quantities with the new improvements.
- Assess whether the new quantities cause you to change your design.
- Communicate the changes to the operators and anyone else impacted by the changes.
- Make the changes and get started.
- Keep auditing!
As you move through the model, you may not need to make design changes or conduct massive retraining , but these areas need to be thought through to ensure continuity.
Notes
1. Shigeo Shingo, A Revolution in Manufacturing: The SMED System (Portland, Ore.: Productivity Press, 1985).
2. John M. Gross, Fundamentals of Preventive Maintenance (New York: AMACOM, 2002).
Preface
- Introduction to Kanban
- Forming Your Kanban Team
- Conduct Data Collection
- Size the Kanban
- Developing a Kanban Design
- Training
- Initial Startup and Common Pitfalls
- Auditing the Kanban
- Improving the Kanban
- Conclusion
- Appendix A MRP vs. Kanban
- Appendix B Kanban Supermarkets
- Appendix C Two-Bin Kanban Systems
- Appendix D Organizational Changes Required for Kanban
- Appendix E EOQ vs. Kanban
- Appendix F Implementation in Large Plants
- Appendix G Intra-Cell Kanban
- Appendix H Case Study 1: Motor Plant Casting Kanban
- Appendix I Case Study 2: Rubber Extrusion Plant
- Appendix J Abbreviations and Acronyms
EAN: 2147483647
Pages: 142
