Appendix G Intra-Cell Kanban
The main body of this book has been dedicated to how to implement kanbans between processes. We have focused on suppliers producing product based on the demands of the customer. However, as part of Lean manufacturing, we also need to also look at kanbans within cells , or intra-cell kanbans.
For kanbans within cells, there are two cases. The first case is when the process has dedicated equipment. The second situation is when the process shares common equipment within the cell or between cells. Pictorially, Figure G-1 shows these two conditions.
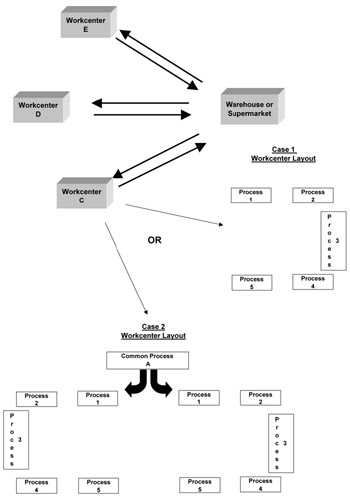
Figure G-1
In the first case, strive for single-piece flow between the processes. If process issues or constraints prevent single-piece flow, build strategic buffers to manage the constraint. At the same time, follow the steps proposed by Eli Goldratt (of Theory of Constraints fame) to manage and eliminate constraints.
In the second case, you must create a kanban to supply both processes. However, when you create this kanban, you will only use the calculations shown in Chapter 4 if a detailed changeover is required. If no changeovers occur, then you will look at the Takt time of each process and the rate of the common process to determine the capacity of the common process and the quantities required to keep the customer processes supplied. In this situation, you will strive to keep the WIP inventory as low as possible while keeping both processes supplied. Try to limit the inventory to under an hour if possible, but definitely keep the inventory quantity between cells to less than a shift.
Additionally, in the second case you can use this situation as an opportunity to help in balancing the cell workloads. The operator of the common process may be able to pick up additional tasks that help the cells. These tasks could include replenishing raw material kanbans, packing parts , etc. To determine whether the operator of the common process can help, factor the cycle time of this operation into your cell load charts and look for opportunities. Figure G-2 shows an example of sizing intra-cell WIP and leveling workload.
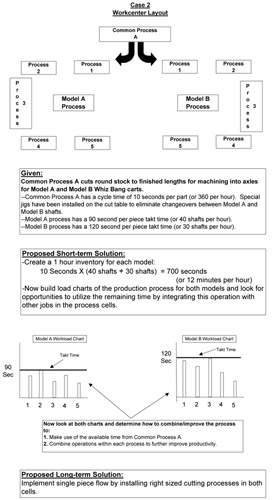
Figure G-2
Preface
- Introduction to Kanban
- Forming Your Kanban Team
- Conduct Data Collection
- Size the Kanban
- Developing a Kanban Design
- Training
- Initial Startup and Common Pitfalls
- Auditing the Kanban
- Improving the Kanban
- Conclusion
- Appendix A MRP vs. Kanban
- Appendix B Kanban Supermarkets
- Appendix C Two-Bin Kanban Systems
- Appendix D Organizational Changes Required for Kanban
- Appendix E EOQ vs. Kanban
- Appendix F Implementation in Large Plants
- Appendix G Intra-Cell Kanban
- Appendix H Case Study 1: Motor Plant Casting Kanban
- Appendix I Case Study 2: Rubber Extrusion Plant
- Appendix J Abbreviations and Acronyms
EAN: 2147483647
Pages: 142
