Appendix H Case Study 1: Motor Plant Casting Kanban
Appendix H Case Study 1 Motor Plant Casting Kanban
Setting
This case is set in an electric motor manufacturing plant in the central United States. This plant produces a large variety of small electric motors. The case centers on controlling the inventory of stamped metal castings used in the production of the motors. The castings are made in a supplier plant located in Mexico, and they are shipped weekly in truckload quantities . The large variety of motors produced, combined with large fluctuations in customer demand, caused frequent stock outs, which resulted in missed delivery dates and line downtime. To combat the stock-out problems, the plant carried a large quantity of inventory on these parts .
There were fifty-two unique castings utilized in motor production, thirty-eight of which were used frequently enough to keep stock on hand. Casting demand was forecast using an MRP system and ordered on a three-week lead-time . The timing worked as follows :
- Every Monday, a sales forecast would arrive from the sales office. Every effort was made to "freeze" the first two weeks of the schedule, but customer requirements often made this impossible .
- These requirements were placed into the plant's MRP system, which compared them to the current inventory and forecast casting requirements for the next ten weeks.
- The supplier treated the first three weeks of this schedule as firm orders. Thus, the order placed this week would arrive three weeks from today. Even though there was only a four-day transport time, the orders for the next two weeks were considered firm.
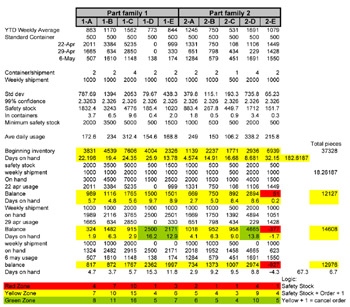
This long lead time, combined with high demand variation, led to both a large inventory and big variations in order quantities. As Table H-1 shows, the average inventory levels on the castings were over eighteen days. These high levels of inventory necessitated the renting of warehouse space at a significant cost.
|
|
Solution
Since the variation in demand was based on fluctuations in actual customer orders, there was nothing that could be done to reduce this variation. The plant was committed to reducing inventory and freeing up capital, so increasing finished inventory was ruled out. The approach taken was to implement a pull system and streamline the supply chain.
In designing a pull system, we had to consider the plant's state of Lean knowledge and commitment. Although the plant was committed to transforming itself into a lean plant, it was still early in the journey. This would be the first kanban implemented in the plant, so its success was crucial to achieving buy-in for future implementations . We also had to involve the supplier (in Mexico), and to streamline the entire process.
Our first step was to classify the castings into three categories (A, B, and C), based on volume.
- The A category contained the highest runners, with significant production every week.
- The B volume castings were those that had enough volume to merit keeping a safety stock, but were not run continuously.
- The C volume parts were those that were ordered infrequently.
In our proposed scenario, we planned to set up the A volume parts on kanban. We also decided to relegate the C volume parts to make-to-order status instead of putting them on kanban. The B volume parts would not be part of the kanban, but they would benefit from its implementation. This benefit would occur because the reduced inventories of the higher running A parts, on kanban, would free up space and inventory dollars to increase our safety stock on the B volume parts. Therefore, the plant would see a large reduction in overall inventory, while reducing the stock outs on the B volume parts. These changes were significant, since a large portion of the stock outs in the plant involved B volume castings.
After reviewing the data, we classified ten parts as A volume. These ten parts made up 48 percent of the production volume. To set up the kanban we used the following methodology:
- Calculate an average weekly order by calculating an average weekly shipping volume and standard container sizes
- Calculate the required safety stock
- Develop a visual system to control the system and trigger the kanban
- Work with the supplier to reduce order lead-time
- Develop a procedure to expedite parts through Mexican customs
Calculate Average Weekly Order
This task was made more difficult because the company had recently transferred some production of these motors to a sister plant, so we had limited relevant order history. We decided to size the kanban loop with the history that we had, but made plans to revise this loop once more data became available. Table H-1 shows the results of this averaging. We also contacted the Mexican supplier to establish standard container quantities . Up to this point, the quantity of castings per container was variable. A standard weekly order (in containers) was then developed using these two pieces of information.
Calculate Safety Stock
We utilized a simple method to calculate safety stock. Using historical data, we first calculated the standard deviation of the demand for each product. The next step was to factor in the confidence interval we wished to use. This is where we asked the user to select the confidence he wanted to ensure he did not run out of product. Remember that the higher the confidence desired, the larger the safety stock required. To determine the confidence interval, we discussed the expectation the plant had for stock outs. Based on the plant's assessment of their customer commitments, the plant selected a 99 percent confidence interval.
A simple way to approximate this is to use the "NORMSINV () function" in Excel. You simply place the desired confidence percentage (in decimal format) into this function to generate a multiplier . Multiply this number by the standard deviation and this gives you the required safety stock. This calculation method assumes that demand is normally distributed, which is a fairly safe assumption in most cases. To assist in your use of the confidence intervals, Table H-2 shows the calculated multipliers for 85 to 99 percent.
Table H-2
|
Percent confidence |
85% |
90% |
93% |
95% |
|---|---|---|---|---|
|
Multiplier |
1.04 |
1.28 |
1.48 |
1.64 |
|
Percent confidence |
96% |
97% |
98% |
99% |
|---|---|---|---|---|
|
Multiplier |
1.75 |
1.88 |
2.05 |
2.33 |
Develop a Visual System
The visual trigger to cancel an order in this kanban was based on maximum inventory targets. The plant set up a standard order to be shipped weekly unless a kanban cancellation card was sent to the vendor. (Figures H-1 and H-2 show the visual sign and cancellation card used by the plant.) A sign was posted over the storage area for each part number, indicating what the kanban cancellation level was. If the inventory exceeded this level on the morning of the order, the cancellation card was faxed to the vendor. If the inventory was below this level, the order was shipped in the standard order quantity. Referencing Figure H-2, the kanban rules work like this:
- If the inventory on the order date is in the green zone, the order is cancelled (fax the cancellation card to the vendor). The green zone is calculated as the quantity in the yellow zone plus one standard container.
- If the inventory on the order date is in the yellow zone, no action is taken and the order ships as planned. The yellow zone is calculated as the safety stock plus the weekly order plus one standard container.
- If the inventory on the order date is in the red zone, a supervisor needs to be notified immediately, as the plant is in imminent danger of a stock out. The red zone is equal to the safety stock determined by the confidence interval and the standard deviation.
Part 1A
Metal Casting
Vendor: Acme Stamping
Fax # 555-555-5555Please cancel this week's order for 1A Metal Castings.
If you have any questions, contact Bob at 555-555-5555, ext 123
Thank You.
Bob Smith, Materials Manager
Electric Motor Plant, Inc.
Figure H-1: Cancellation Card
Part 1A
Metal Casting
Vendor: Acme Stamping
Order time: Noon
Orders placed: Wednesday
Orders due: Friday
If inventory is more than 9 pallets , fax cancellation sheet to 555-5555, Attn: John Smith
If inventory falls below 5 pallets, contact Manager at once.
If you have any questions about this product, contact Bob at ext. 123
Figure H-2: Kanban cancellation sign
Working with Supplier to Reduce Lead Time
For the kanban system to work effectively, the cooperation of the supplier was critical. After talking to the supplier, two things became obvious.
- The supplier was not happy with the constant changes in the weekly orders.
- The supplier was interested in helping to solve the problem.
The solution was to set up a standard order with the supplier that shipped each week. The order would only be changed when the inventory levels exceeded the preset limits or an emergency occurred. If the order were canceled one week, then the parts would be taken the following week.
In exchange for the standard order, the supplier agreed to hold at least one week's worth of inventory in his warehouse. They also agreed to ship on one-day's notice. Thus, the lead time was reduced from three weeks to four days (i.e., the transit time). In addition, there was always a stock of castings waiting in the supplier's warehouse in case of demand spikes that exceeded safety stock.
Develop Expedite Procedures
In order to allow future reductions in inventory levels without increasing the risk of a stock out, a procedure for expediting freight from Mexico was also developed. Instead of an expedited shipment taking seven days, it could be reduced to only three days by utilizing a freight broker and airfreight. This shorter expedite time, along with the supplier commitment to keep inventory on the shelf at all times, gives the plant the flexibility to keep its lines running and its customer supplied (albeit at a cost premium). Figure H-3 shows the proposed rules for the expediting of castings.
Rules for expediting castings from Mexico:
If on-hand inventories of any castings fall into their preset red zones (see Kanban signs posted over each storage location), the following steps must be taken to expedite parts :
- Contact John Smith of Acme Stampings at 555-555-5555. Inform him of the quantity of parts that we require. Inform him the Billy Bobs International Expediters will pick the parts up in two hours.
- Call Smith International Expediters at 444-444-4444. Inform them of the number of pallets to be picked up, the size and weight of the pallets, and the part number. Let them know that Acme will have the parts ready for pickup in two hours.
- Inform the plant of the expected delivery time for the parts.
- Log this incident into the Stock-out log.
- Form a problem-solving team to determine the root cause of the incident.
- Implement corrective action and close out the incident.
Figure H-3
Final Results
The results of the kanban implementation are shown in Figure H-4. The total number of castings required to meet demand was reduced from 37,328 to 12,976. In terms of days on hand, the inventory requirement was reduced from over eighteen days to less than seven days.
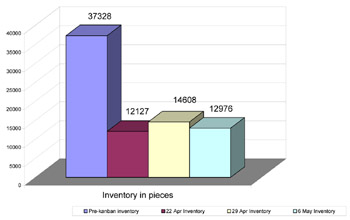
Figure H-4: Before and After Inventory Levels
Preface
- Introduction to Kanban
- Forming Your Kanban Team
- Conduct Data Collection
- Size the Kanban
- Developing a Kanban Design
- Training
- Initial Startup and Common Pitfalls
- Auditing the Kanban
- Improving the Kanban
- Conclusion
- Appendix A MRP vs. Kanban
- Appendix B Kanban Supermarkets
- Appendix C Two-Bin Kanban Systems
- Appendix D Organizational Changes Required for Kanban
- Appendix E EOQ vs. Kanban
- Appendix F Implementation in Large Plants
- Appendix G Intra-Cell Kanban
- Appendix H Case Study 1: Motor Plant Casting Kanban
- Appendix I Case Study 2: Rubber Extrusion Plant
- Appendix J Abbreviations and Acronyms
EAN: 2147483647
Pages: 142
