Phase 3 Mobilization
Overview
You’ve read this mantra several times in this book already: a business initiative like Lean Six Sigma can reach its full potential in terms of both business results and resource deployment only when it is fully integrated into the regular management structures and business flow of an organization. If not, it will eventually become isolated into silos or programs-du-jour that fade away.
There are hundreds of decisions you’ll face in shaping your Lean Six Sigma deployment that will influence its ultimate fate, including everything from selecting and training Black Belts to corporate-wide communication. Covering them all is beyond the scope of this book. Instead, this chapter highlights some decisions that are most critical in making sure that Lean Six Sigma will become the new way that business is done in your organization. The mobilization goals covered here are to:
- Commission an executive team to oversee deployment
- Set up an infrastructure of line management and dedicated resources
- Design and develop appropriate training
- Identify and charter first-wave projects
- Reach consensus on common metrics
Mobilization Goal #1 Commission an executive team to oversee deployment
The launch of Lean Six Sigma represents a major directional change for most companies, and will affect every corner of the business. Part of leadership engagement in Lean Six Sigma is to undertake the responsibility to define and oversee what Lean Six Sigma will look like in the organization, and how the need and benefits of this effort should be communicated to others. In most cases, the CEO assigns these responsibilities to a Design/ Deployment Team responsible for developing the business case and detailed plan for the first 100 days of implementation.
The charter of the Design/Deployment Team is to create the vision, establish the goals and budgets, and make policy and infrastructure decisions that ensure linkage to the CEO’s strategy. This initial design team may be able to develop a preliminary design and business case in anywhere from 2 weeks to 2 months depending on the size and complexity of the company, and the need for tailoring the initiative. In fact, one company was so committed that they began rolling out the process the very first week after they made the decision to go forward. They based their design on a template provided by a consulting firm (giving them a leg up on the learning curve) and created a concurrent process to modify and adapt it if needed as they went along. This accelerated approach is made possible because of lessons learned from the large number of companies that have already trod the path. This process is not for every company but it accelerated the time to results for them by at least two months.
Look for “fire in the belly”
Geoff Turk, the 6s Corporate Champion at Caterpillar, advises companies that the people leading a Lean Six Sigma deployment should have a “fire in the belly.“
“It’s not an easy job,” says Turk. There will be tough decisions to make and a lot of pressure to perform. There’s going to be pushback; there’s going to be all kind of resistance: Hidden resistance, quiet resistance, apparent buy-in with no real action and follow-through. He adds, “Management must lead it visibly and be in front of it.”
Timing of the Design/Deployment Team creation
The issue of establishing a Design/Deployment team has been delayed until the Mobilization phase based on the assumption that a company may want to select a Champion, do a readiness assessment, and begin building engagement before deciding which executives to assign to the team. However, some companies may find it works better for them to establish such a team back in the readiness phase so the executives can partner with the Champion from the start in overseeing deployment.
Documenting the business case and developing the preliminary proposal
The Design Team is initially charged by the CEO and executive team to…
- Determine the gaps between current and desired performance
- Determine how Lean Six Sigma can close the gap
- Develop a preliminary design for the implementation of Lean Six Sigma
- Benchmark performance against other firms (if this wasn’t done in the Readiness phase)
Establishing the difference between current and desired performance is important in giving your leadership a gut-level feeling about the magnitude of change required. You can make the initial gap analysis as complex or simple as you want, Minimally, it typically includes:
- You should have some data on your current performance, though it may take some effort to get reliable figures “Desired performance” will derive from long-term goals, though you may want to reframe some of them in customer-focused terms. Closing the gap between the current and desired performance should be part of the CEO’s agenda. For example, how much better would you have to get at delighting your customers in order to grow revenues by 10%? to drive ROIC from 10% to 15%?
- Many companies find it beneficial to do benchmarking here, if they haven’t done so already. Talking to other firms involved in Lean Six Sigma and understanding their challenges and results helps calibrate the gap established by internal figures and plans.
Once your Design team has completed the gap analysis (which establishes the business case for change), it needs to develop a preliminary design of the program, analyze the costs and benefits, and outline its implementation. Detailed plans around infrastructure and launch will happen in the next Phase; the purpose here is to sketch out the implementation framework. The design should include:
- The general organizational structure and staffing needed to support a Lean Six Sigma effort.
- Implementation targets and plans (general timelines for launch, numbers of people who will be dedicated, types of training, etc.).
- Financial metrics and their targets (both costs and benefits) linked to strategic goals. The benefits were most likely defined in your long-term goals. By far the largest investment is usually in the salary cost of the Black Belts and Champions, followed by the cost of training, hiring external consultants, etc.
- Estimated costs in terms of productivity loss and any decline in customer service that results from taking team members off their jobs to attend team meetings and work on improvements. (Do not underestimate this factor!)
This initial plan for the program will ensure that the management team understands Lean Six Sigma and its operational and financial benefits to the business. Sufficient depth of analysis is required such that the management team and, if necessary, the Board of Directors will understand the investment necessary and any risks involved.
At the end of these efforts, the Design team will report their findings about the applicability of Lean Six Sigma to your business, present a preliminary proposal for discussion, and recommend any needed outside assistance. A major component of this plan will be deciding how quickly and how extensively to deploy Lean Six Sigma:
- At Bank One, Mike Fischbach and his group decided that a well-supported demonstration phase that achieved significant, visible improvements was the best way to go.
- Caterpillar took the opposite approach, training 750 Black Belts per year based on their belief that “density drives cultural change.” As Caterpillar’s Geoff Turk explains, “In a large, distributed organization [like ours], in our culture… if you move slowly, your chances of success are pretty low. Snipers will pick off the guys who are doing it, and you’ll never really get to the endpoint. Speed was our ally; we moved forward with a passionate, global tsunami that blanketed the entire organization around the globe all at once.”
Mobilization Goal #2 Create the infrastructure
A Lean Six Sigma initiative will not succeed if it becomes just another silo in the company, a program conducted by people who have no connections to real work or business priorities (that was the unnecessary fate of TQM). Another failure mode is to expect that Lean Six Sigma can be done well by people who have other full-time jobs and responsibilities in the organization.
The way to avoid these pitfalls is to have a Lean Six Sigma infrastructure that weaves together people whose primary allegiance is the everyday work of the organization and people who have the improvement expertise and the time to inject Lean Six Sigma into that everyday work. The main types of role in each category are:
- Positions with primary line responsibilities
- CEO
- Business unit/P&L managers
- Line managers (sponsors)
- Green Belts/White Belts/Team members
- Positions with Lean Six Sigma responsibility
- Champions
- Black Belts
- Master Black Belts
A Infrastructure Positions with Line Responsibilities
It’s not just the people who will be working on Lean Six Sigma full-time who need to be educated and trained. Constantly expanding awareness of Lean Six Sigma and reinforcing its importance among anyone who will be guiding or supporting the efforts will be critical to success.
1) CEO/President
Besides being the person who ultimately determines whether the company will adopt Lean Six Sigma, the CEO also performs a role in infrastructure processes by…
- Consistently reinforcing the links between Lean Six Sigma and corporate strategy to direct reports (both unit managers and the company Champion, for example), employees, and shareholders (in his last letter to shareholders, Jack Welch mentioned Six Sigma fourteen times).
- Following up communication with action by focusing his/her attention on Lean Six Sigma issues with both direct reports (by monitoring detailed planning, informally inquiring about progress, etc.) and to the organization as a whole (through memos, presentations, etc.). Anne Mulcahy, the CEO of Xerox, led the way by attending a 3-day Lean Six Sigma training session with all her direct reports, as did CEO Vance Coffman of Lockheed Martin, and all of their managers.
- Monitoring the rolled-up results versus plan and taking corrective action.
- Making Lean Six Sigma nomenclature part of the warp and woof of management reviews.
The CEOs role in creating visibility
“I specifically ask for and try to create visibility around the Value-Based Six Sigma projects. We track the savings and we talk about that. I have Black Belt teams come in at a management site or a review and talk about their projects. When I have corporate-level reviews, I expect the management company presidents to talk about how [their VBSS efforts are] doing, what’s working, what’s not working, where the problems are, how they’re doing against their plan. Each time they send me a monthly report they’ve got to highlight at least one key Black Belt project. At the corporate headquarters, on a weekly basis, we send out a corporate-wide e-mail on a project of the week. What that’s done is share the best practices and trigger ideas.”
—Lou Giuliano, CEO, ITT
2) Business Unit (P&L) managers
The Business Unit managers work with the Champion to clearly articulate the unit’s strategy, which becomes the criteria by which the value streams and projects will be selected. The final decisions about which value streams to select and which projects to execute, and in which order, belong to the Business Unit manager. This integration continues as the Business Unit manager works with the Champion to…
- Use Lean Six Sigma to solve the most pressing problems in the business
- Create a Lean Six Sigma deployment plan for their unit
- Identify Black Belt candidates
- Develop and support Black Belts and other resources in their project work
- Make it a priority to provide the time to review team progress and hold line managers accountable for success to engage the workforce
3) Line managers/sponsors
Line managers are the people who own the processes that will be improved by Lean Six Sigma. They are often referred to as process owners and are responsible for the largest number of people in the processes. Most importantly, they are the people who must sustain and increase the benefit after a project is completed and the Black Belt moves on to a different project. The line managers’ responsibilities include…
- Lead the way by educating themselves about Lean Six Sigma (often through joint training sessions with other line managers &/or direct reports)
- Aid in project selection within the value stream by using their intimate knowledge of the process, its customers and suppliers
- Help select Black Belts based on their knowledge of the candidates’ capabilities
- Create an environment for project success
- Make implementation of the team recommendations a priority
- Work with the Unit Champion and Black Belts to help provide data and insight on the projects that the teams are working on
- Monitor the progress of the project by conducting DMAIC stage gate reviews
- Sustain the improvements and financial gains after the Black Belt has moved on to the next project
- Work with the Black Belt to select team members
4) Green Belts (Team Members)
A Green Belt works on a Lean Six Sigma project part-time, on a specific process in which he or she generally possesses knowledge important to the success of the project. The Green Belt will typically receive two weeks of training (often from the Black Belt) and will learn to apply the specific DMAIC skills that relate to the project at hand. In addition to assisting the Black Belt, a Green Belt may be assigned specific projects for independent execution. Green Belts have regular duties assigned by their line managers, but usually they regard the Green Belt position as an opportunity to excel and gain valuable tools and experience. A growing number of companies are encouraging project sponsors to become Green Belts.
The critical role of sponsor
Next to having strong CEO support, perhaps the most pivotal point of contact between Lean Six Sigma and the rest of the organization occurs in the role of sponsor. A project sponsor is, by definition, a manager with P&L or other line responsibility; they control the resources needed to conduct a project, and are accountable for results. That makes them, also by definition, key influencers in our terminology. Here’s what some of our contributors have to say about sponsors:
“In most cases you want a sponsor who’s a process owner, someone who’s going to own the outcome of the project once it’s complete, and will be able to ensure that it’s being sustained. When you don’t have a process owner involved, and you make a change… when you go back a month or so later things will be back to the way they used to be because the owner wasn’t involved in making that change.”
—James Isaac, Director, Procurement Excellence, Lockheed Martin SIBA MAC-MAR
“The reason why [sponsor involvement] is so critical, though, is the implementation component. If they’re not hearing and understanding what changes are being asked of them by the team, then they’re not going to buy into the process.”
—Darryl Greene, Senior VP, Bank One
5) White (or the company color) Belts
White Belts are another part-time resource that some organizations use to expand the pool of people who have some understanding of Lean Six Sigma goals and tools. White Belts receive 2–4 hours of awareness training through classroom, distance learning, books and/or articles. Project participation is generally NOT required for White Belts. Another approach is to exploit “teachable moments” where a resident Black Belt (or other expert) provides just-in-time training on specific concepts or tools helpful in solving a problem or answering a question that people are facing on the job. The White Belt may take the initiative to join a team as a potential Green Belt resource and make a contribution to the continuous improvement process.
Driving cultural change
“If Six Sigma’s going to become not only the unusual way you do unusual work—the stuff you kind of do on the side to improve the day-to-day operations—but more and more the way you do all your work, you’ve got to keep driving the density of trained employees.”
—Geoff Turk, 6s Corporate Deployment Champion, Caterpillar
B New Infrastructure Positions with Specific Lean Six Sigma Responsibilities
There are two categories of dedicated Lean Six Sigma resources, familiar to anyone who knows about Six Sigma: Champions and Black Belts.
1) Champions
In any major initiative, there will be just a few people (or roles) that have a bigger influence on success or failure than practically everyone else combined. Champions fall into that category. The qualities those people have are key to their success.
Brian is a highly regarded Champion in one of the premier organizations using Lean Six Sigma. Ironically, he credits his ability to work outside the Lean Six Sigma infrastructure for his success. He learned how to “sell” his ideas. His skills in using tools such as style flex (being able to adapt his working style to various situations and individuals), understanding team roles, and understanding leadership styles helped him navigate through a corporate jungle and be successful. It really boiled down to influence management.
In discussions with successful Champions like Brian, most state that their ability to effectively manage people—to connect with individuals or groups within their sphere of influence—was even more important than their knowledge of Six Sigma’s tools.
A corporate Champion should report directly to the CEO or President, as applicable (this direct reporting relationship is critical); divisional or business unit Champions should report directly to the person in charge of that unit. A corporate Champion’s primary responsibility is to ensure that the rest of the company executes a consistent, rapid deployment. Because of this requirement and the need to be able to address major barriers that will arise, the corporate Champion must be a strong and respected manager and leader. Other responsibilities include:
- Work with the P&L managers to select the projects and value streams that have the largest potential for value creation
- Develop the Lean Six Sigma schedule and deployment plans for the unit (in conjunction with the unit manager and corporate Design/Deployment team)
- Oversee the deployment of Lean Six Sigma (either corporate-wide or in their business unit, depending on their level of accountability)
- Ensure that 1% of the employee population becomes Black Belts (except in operations that are very capital-intensive relative to the number of employees, in which case a rule of 1 Black Belt per $20 million in revenue is used)
- Manage the project queue and restock the pipeline as needed with high-potential projects: monitor and adjust the number of projects in process as appropriate to control lead time to results (by applying Little’s Law, see p. 30), track project status, track project completion rate, compile results
Layers of Champions
Larger organizations will typically have multiple layers of Champions to correspond to their business structure. The corporate Champion has company-wide responsibility and should report directly to the CEO. Business-unit Champions will typically report directly to their business unit head, and have dotted line responsibility to the corporate Champion. This type of arrangement reinforces the notion that Lean Six Sigma is there to support line managers, not to become a parallel structure in the organization.
- Identify and, with the Business Unit manager, remove barriers to deployment
- Lead the process for proper selection of high value projects based on strategic fit, ROIC, Revenue Growth, and hence shareholder value (see Chp 4)
- Present projects derived from a value analysis to P&L managers for approval and integration into strategic results
- Provide mentorship, management, and performance review
- Intervene when teams are stuck
- Provide communication (up and down)
- Keep the Unit Manager informed of team progress
- Ensure that best practices are widely shared
- Compile and track Lean Six Sigma results for presentation to the CEO and executive team
- Work to achieve business unit engagement, not compliance
- Work with the unit’s Controller to validate the bottom line impact of each improvement
- Provide integration for cross-business-unit processes and across silos to make sure the Voice of the Customer is represented and avoid suboptimization related to both project scope and utilization of Black Belts
- Resolve conflicts in any aspect of deployment (Black Belt non-performance, lack of support by sponsors, etc.)
2) Black Belts & Master Black Belts
Black Belts are full-time positions responsible for leading project teams. (Some organizations have chosen to not have full-time Black Belts even though there are some risks involved. This issue is discussed below.) They are responsible for delivering the value and benefits that were determined for each project during the selection process. Specific Black Belt responsibilities include…
- Achieving the goals of the project (which should be viewed as a contract with management)
- Working with the project sponsor (line manager) and unit Champion to formulate and implement improvement projects and select team members
- Training Green Belts in the DMAIC process (as anyone who has ever served as an instructor knows, you learn much more about a subject when you have to teach it to someone else)
- Bringing a standard approach to solving a problem
- Keeping teams on track relative to what they’re trying to achieve within the agreed-on time frame
- Enforcing a process discipline
- Coaching and mentoring Green Belts and team members as needed
Black Belt candidates receive extensive training, usually at least a five-week course built around the Lean Six Sigma improvement process, tools, and leadership skills. To become “certified” by their organization, they must also complete a training project and one or two additional projects with total annualized hard benefits of at least $500,000 per year on average, and must have conducted Green Belt training.
Master Black Belts are internal expert consultants to Black Belts and their teams. As such, the Master Black Belts must be experienced in successfully managing improvement teams to reach goals using improvement tools and skilled leadership. In fact, a typical Master Black Belt will have worked as a Black Belt and completed 5 to 10 projects with annualized benefits of $1 million per year.
“You don’t need everybody in the company to be a Black Belt. You would like as many people as possible to be Green Belt trained so they have a basic level of knowledge, but don’t have to be considered experts. A mature Lean Six Sigma organization will have institutionalized Lean Six Sigma to where Green Belts run the majority of projects with guidance from a Black Belt, leaving Black Belts to concentrate on strategic cross-functional projects.”
—James Isaac,Director Procurement Excellence, Lockheed Martin, SIBA MAC-MAR
The education and grooming of Master Black Belts is an important process in the organization. During early implementation, few organizations have people with the proper expertise, which is why external consultants often fill this role. Eventually, as Black Belts get more hands-on experience with teams, they can be certified as Master Black Belts once they gain training experience and additional education in their specialty area. (After completing their own training, Master Black Belt candidates become certified by co-teaching a five-week Black Belt training cycle, then leading a second cycle on their own except for a Master Black Belt who will approve the certification.)
C Selecting Candidates to Fill the Infrastructure Roles
Here’s another area where experienced practitioners of Six Sigma all agree: the companies who have been the most successful in deploying Lean Six Sigma have selected Black Belts and Champions with the view that they are future leaders of the organization. As a result of their Six Sigma experience, these people will have demonstrated their leadership skills, their problem-solving and process improvement skills, and an ability to make a difference in the organization. They will also have become attuned to opportunities to create shareholder value. Who else would you pick as leader?
For this reason, candidates are typically chosen based as much or more on their innate leadership than on their technical or problem-solving skills. The latter will come quickly: being full-time, dedicated resources, they will receive extensive training and cycle through numerous projects even if they are only in the position for a few years.
There are two practical issues you have to deal with here:
- First, how you will select and choose the candidates to be sent to training
- Second, how you will deal with the vacancies created when those selected leave their positions
Selection processes vary widely. Some organizations treat the Black Belt, Master Black Belt, and Champion positions as they would any other: developing and refining job descriptions, asking for candidates to submit their names, going through a formal review, and so on. Others hand-pick the people they think will be good candidates. Some decide to hire new people into these positions (particularly Master Black Belts and Champions, positions where there’s no substitute for experience); others decide to solely promote from within (with the concomitant commitment to rapid, extensive training of the MBBs and Champions). Whichever method you use, the ultimate decision should be based on the individuals’ leadership potential.
At ITT, they asked for volunteers. Why? “Think about who might volunteer to do something like this,” says CEO Lou Giuliano. “The only people who would sign up for something like this were people who thought there needed to be a change, who were willing to take a risk, and who wanted to have an impact on the organization. Those are exactly the types of people that we’re looking for.” By making Black Belt selection a hallmark assignment, says Giuliano, the people they got, particularly in the first round, have turned out to be key players in the organization.
Afraid of losing your Black Belts?
Some companies fear that their reward for investing in training Black Belts will be seeing those people depart to competitors. Experience has shown that the number one cause of Black Belt “loss” is through promotion (a good thing!). Running a distant second is having them resign their positions due to frustration or lack of support.
Similarly, decisions about how to deal with vacancies vary. Most organizations choose not to replace those who move into Lean Six Sigma positions for a multitude of reasons, some symbolic (having managers demonstrate commitment by “giving up” an employee) and some practical (gains made from early improvements will eliminate a lot of non-value-add work and you may find you don’t need as many employees anymore). Remember that the goal is to use 1% of the organizations staff as full-time resources to generate far more than a 1% return on that investment!
D Balancing the Roles The RACI chart
In setting up a Lean Six Sigma infrastructure, you also set up many potential conflicts in authority and responsibility. Being clear about the responsibilities of both the P&L and Lean Six Sigma roles will help you avoid innumerable conflicts.
A RACI (pronounced ra-see) format that helps people sort out and clarify responsibilities is a useful tool for this situation. The letters stand for different levels of expectation:
- Responsibility, people who are expected to actively participate in the activity and contribute to the best of their abilities
- Accountability, the person who is ultimately held responsible for the results
- Consultation, people who either have a particular expertise they can contribute to specific decisions (i.e., their advice will be sought) or who must be consulted with for some other reason before a final decision is made (e.g., finance is often in a consultation role to projects)
- Inform, people who are affected by the activity/decision and therefore need to be kept informed, but do not participate in the effort (they are notified after the final decisions are made)
The principles in making RACI decisions are captured in Table 8.1, along with the risks you run if you choose a different alternative.
The guidelines in Table 8.1 are just that; general principles that work in most circumstances for most organizations. However, every organization is unique, and you’ll have to find a balance between sticking with the principles (which are known to work) and accommodating special circumstances in your organization (especially if ignoring those circumstances will generate resistance).
|
Design Principle |
Risk if Violated |
|---|---|
|
Accountability for project results rests with the process owner or P&L manager |
Resources may not be committed and/or results will not be sustained. |
|
Black Belts subordinate to the business |
If Black Belts are held accountable for results, their agendas may replace that of the P&L managers they are supposed to support. Eventually, they will be perceived as elite specialists and resented. Six Sigma can become isolated and eventually ineffective. |
|
Program governance & resource allocation authority must be concentrated in one person / role (the corporate deployment Champion) |
If there is no single, executive-level person held accountable for overseeing Lean Six Sigma, constantly managing the project pipeline, and making the required judgment calls when conflicts arise, you’ll end up with suboptimization of an effort, weak accountability for program results, and a depleted project pipeline after the initial rush. |
|
The key influencers must participate in direction setting for the Lean Six Sigma program (project selection, Black Belt selection, resource contribution, and how to address organizational barriers) |
As discussed in Chapter 7, it’s critical to have full engagement of the organization in Lean Six Sigma, beginning with key influencers and then cascading out from there. If that doesn’t happen, if people not directly involved with Lean Six Sigma are kept in the dark, you’ll end up with compliance, not commitment, to the Lean Six Sigma philosophy. Ultimately, the link between strategy and execution will also break down. |
|
Accountability should be pushed down as low as possible |
If the organization’s executives hold onto all or most of the accountability, employees will continue looking upward for approval / permission-resulting in gridlock, and reinforcing the notion that nothing has truly changed. You may also end up with poor decisions because those at the top lack the local knowledge held by the people who work with the processes every day. |
|
RACI must be published publicly and discussed with all those affected |
Going through the exercise of developing a RACI chart will gain meaning only when the outcomes are acted upon. (Otherwise, you will have wasted time on something that winds up being a non-implemented planning tool.) |
Because each organization will divide roles and responsibilities differently, RACI is not a “one size fits all” model; Table 8.2 shows an example of how you can document the way you would like roles and responsibilities to work, but the specifics may vary for your organization.
|
Activity=> Task |
Own the |
Identify |
Select |
Project |
Project |
Team |
Sustain |
|---|---|---|---|---|---|---|---|
|
Exec Team |
A |
R |
A |
||||
|
Champion |
R |
A |
R |
R |
|||
|
P&LManagement |
I |
A |
R |
R |
|||
|
Process Owner |
C |
R |
R |
R |
A |
||
|
Black Belt |
C |
R |
R |
A |
|||
|
Tm Leader/Green Belt |
R |
R |
|||||
|
ETC |
This excerpt of a RACI table shows how it can clarify roles (their level of participation). List only one “A” [accountability] for each activity. The division between “responsibility” and “accountability” is often not clear, and most organizations discuss the issues at length to reach consensus. For example, since Black Belts are positioned as support for teams, they cannot be held accountable for team results—though they can be held accountable for providing expert support. (The project sponsor usually has the “A” for project results.)
There are a number of key decisions you’ll face as you complete a RACI chart. One of them will be the balance of power between Black Belts and teams. Black Belts are put in a delicate situation: On the one hand, they have a lot of knowledge that teams and line management can use to make the project a success. On the other hand, if they impose their knowledge on those they are supposedly helping, they’re sending the message that Lean Six Sigma means “do it my way.” As a rule, Black Belts should be positioned in the role of support staff, not decision makers, because they are not experts in, nor do they have any ongoing responsibility for, the work. (There’s more discussion on this issue in Chp 10.)
E Decisions Surrounding Infrastructure
Think of creating the Lean Six Sigma infrastructure the same way as you would starting a new company division from scratch. There are dozens of decisions to make; we’ll focus here on three that are particularly important or contentious:
- Whether the resources will be full-time or part-time
- Reporting relationships among the Lean Six Sigma resources and between them and line management
- Compensation tied to project results
1) Full-time or part-time resources
Ask anyone who’s been involved in Six Sigma deployments, and they’ll tell you that results come more quickly when Lean Six Sigma Black Belts are full-time because they can:
- Concentrate their attention
- Simultaneously coach a number of teams (which means improvement proceeds faster)
- Spend their time applying tools to investigate the root causes of quality and speed problems (which is a challenge for team members who have only a fraction of a Black Belt’s training and can only devote some of their attention to the problem)
- Quickly gain a lot of experience with improvement
- Serve as neutral resources since they have no other current job affiliation (and therefore are the perfect type of coach for cross-functional teams)
- Get results faster
Yet some service organizations balk at adopting a traditional Six Sigma infrastructure because they can’t afford to pull people out of their regular jobs to be full-time Black Belts. In fact, only one of the organizations profiled in Part I (Bank One) had their Black Belts (which they call internal consultants) working full-time from the beginning of their deployment; the others used part-time resources initially, but have already or are moving towards making at least some of them full-time.
“The risk of using part-time instead of full-time Black Belts is that their managers have no skin in the game and can more easily pull them back into their old jobs,” says Mike Joyce of Lockheed Martin. “We have found that this does not happen if the manager [understands] how Lean Six Sigma is solving his or her biggest problems.”
Another risk, pointed out by Roger Hirt of Fort Wayne, is that part-time Black Belts usually work on projects within their work area—which means you lose the “outside eye” that happens when full-time Black Belts are brought into an unfamiliar area. “When you’re working on a process that’s self-contained within one organization or function, it always makes good sense to have someone who does not really have a stake in the process and may not even be an expert come in and shake up the dynamics a little bit,” says Hirt. “They can ask questions that sometimes may seem like dumb questions, and they may see things that are not real obvious to folks that are the experts because they don’t have any stake in the existing process.”
That said, it must be acknowledged that the organizations profiled in this book don’t see the lack of full-time Black Belts as an excuse to not move forward—and have proven that a lot can be done with part-time resources. At Lockheed Martin’s Naval Electronics Surveillance System’s group in Moorestown, New Jersey, for example, all the Black Belts were part-time at first. They have started moving some of these people into full-time Black Belt positions as a result of the gains achieved, which have provided not only a strong financial incentive for focusing more on Lean Six Sigma, but also greater flexibility in staffing (currently, 9 of their 65 Black Belts are full time) with most reporting to their functional organizations. At the end of 2002, Fort Wayne had no full-time Black Belts; all of their Black Belts spent only 10-20% of their time on projects. As Roger Hirt will tell you, results come a lot slower… but you do get results and you do get started. Stanford had full-time trainers and coaches only in the first few years of its quality initiative; in later years, managerial staff often served as team facilitators in addition to their regular jobs.
These decisions also impact your expectations about how much work a Black Belt could or should handle. Obviously, a full-time Black Belt could be expected to support more projects than a part-time Black Belt; or you can still assign them to only one or two projects and shorten the time frame of when you expect results.
Bottom-line: Having full-time Champions and Black Belts sends a strong message that leadership is truly committed to making Lean Six Sigma work. More importantly, full-time Black Belts and Champions will pay for themselves more quickly than those who are part-time. You should work to convince your P&L managers that they are not “losing” their employees who move into full-time Lean Six Sigma positions. Rather—and generally for the first time—these resources are being used to create a critical mass of trained resources who will help achieve P&L goals by working on the value streams with the greatest potential for creating value.
2) Reporting relationships
The caveat in creating roles whose primary responsibility is Lean Six Sigma implementation is to make sure they don’t lose sight of the business’s strategic goals and start pushing the method over the goal. Another silo-bound path is having line management perceive that Lean Six Sigma projects are draining away resources and attention needed to achieve their annual goals. If that happens, Lean Six Sigma resources will quickly become marginalized to trivial projects and denied the support they need to complete projects on time and in budget.
That’s why it’s important to push connections between line positions and Lean Six Sigma positions in any way that you can. At Caterpillar, this problem was resolved by having Black Belts report directly to the P&L manager. In this way, the managers were intimately involved in project selection and weren’t “losing” resources to efforts they deemed irrelevant to their business unit. It also helps increase Black Belt commitment to the results of their projects.
On the other hand, you don’t want Black Belts and Champions to feel isolated from each other. There’s a lot to be said for fostering close connections among these resources: they can discuss problems or challenges with others who understand their situation, find guidance, learn from each other, and thus progress more quickly. So you also need to avoid the extreme of having Black Belts or Champions connect only to line management. Minimally, therefore, you might want to also create “dotted line” responsibilities between the dedicated Lean Six Sigma positions. (Some companies have performed quite well even in switching the relationships: direct reporting of Black Belts to Champions; dotted line to P&L management.)
Also, there is one reporting relationship that should be non-negotiable: Ultimately, the CEO or its equivalent is the chief steward of customer needs and shareholder value. The job of the corporate Champion is to provide him or her with the input needed to make decisions about whether Lean Six Sigma is contributing to or detracting from those goals. Having the Champion report directly to the CEO helps position Lean Six Sigma as strategically important and allows the two to act in confidence of fully understanding the organization’s needs.
3) Compensation tied to project results
Compensation has never been an easy issue, and it doesn’t get any easier when dealing with Lean Six Sigma resources. On the one hand, you hope these people represent future leaders of the company, and they will likely be held to high performance expectations, so they need to be compensated accordingly. But does that mean that they should receive bonuses of some sort based on gains from their projects? Before you say yes, consider what happens to the other team members—do they share, too? And what happens to employees not on the team but who picked up extra work so that others could be. Don’t they deserve some recognition?
Each company has to make these decisions for itself, but it will be important for your deployment team to wrestle with these issues before people are put into Lean Six Sigma positions. What will help is having the deployment team define criteria for their decision, such as whether it must be more likely to foster teamwork than resentment, whether it must be consistent with existing compensation standards or establish a new pattern, whether there should be some reward for exceeding expectations, and so on.
Because the variability in approaches is so great, we suggest you do some benchmarking with other companies that are using a variety of approaches to help establish your own guidelines. These will vary from no additional compensation to Black Belts, to team compensation, to detailed project-by-project compensation.
Mobilization Goal #3 Develop training
Six Sigma is not a “feel good” process like Quality Circles of the 1980s. You are training people to produce bottom line measurable results on the highest ROIC projects. To use your training effectively, tailor the content, duration, and approach to the various audiences.
- Executives attend a three-day overview that includes an introduction to Six Sigma principles, a simulation of the DMAIC process, and leadership training.
- Process owners (e.g., P&L managers), who will be using Six Sigma to drive their individual and departmental goals, benefit from more extensive training, usually a one-week course that covers everything the executives got but in more detail.
- The people who will directly coach and guide teams (Black Belts, Champions) receive 4 to 6 weeks of training (see sidebar).
- Green Belts receive one to two weeks of training and support, customized to the projects they are working on.
- The balance of the company should ultimately receive some level of Six Sigma orientation.
As you can see, there is a lot to cover in training people to become adept at DMAIC and its tools. Use the time effectively by…
- Focusing the curriculum on relevant tools. Early Six Sigma-only curricula often focused a lot of time on the more sophisticated statistical tools. One course allocated 25% of the instructional time to Design of Experiments, for example. Yet data gathered via web-based tracking software on what tools were actually being used at several companies revealed that only about 5% of projects used DOE; 40% needed Lean. The solution that many companies have adopted is to keep the general Black Belt training focused on tools and skills that they know their teams will need (including leadership and teamwork skills, not just statistical tools).
- Incorporating a lot of project work. The usual pattern in Black Belt training is to have 1 week of course work followed by 2 to 4 weeks of application, where they work real-time on one or more projects. There should be plenty of time allotted during the training sessions for the Black Belts to share what they’re doing with their peers and get guidance/advice.
- Tailoring the level to the competencies of the average student. In my own company’s experience participants in the “service” version of our Black Belt training are typically less numerate than their manufacturing counterparts. The courses must therefore be adjusted in terms of both the number and complexity of the statistical tools, with emphasis made on service applications. For example, more emphasis is placed on complexity value stream mapping and data collection.
Black Belt Training
A well-rounded Black Belt training program includes:
- 4 to 6 weeks of classroom training, starting with 1 week of leadership training. The remaining 3 to 5 weeks are spread out and interspersed with project work. A Black Belt attends a week of training, returns to project work for a few weeks, comes back for the second week of training, and so on.
- Diverse instructional techniques: demonstration, simulation, student practice, exercises.
- A curriculum that includes Lean, Six Sigma, and complexity reduction tools (see Fig 11.1 in Chp 11). Presenting both Lean and Six Sigma simultaneously shows the trainees that they are complementary, not competing, methods, and equips them to attack any problem. The course should also cover project management skills (planning, action tracking, critical path).
- Expert coaching (opportunities for one-on-one or small group interactions centered around project needs) to increase the socialization process and accelerate internalization (typically 5-10 days across the overall training cycle).
- Individual testing to provide feedback on the effectiveness of learning.
- Application of new methods on real projects so participants can internalize new skills.
- Access to training materials, case studies, and other resources through both printed and electronic means.
For all of these reasons, you will also want to develop separate deep skill enrichment courses on topics like DOE and even separate advanced curricula on Lean and other statistical topics that could be offered to Black Belts or Master Black Belts. Lessons from companies who have been through such training before include:
- Leadership skills are essential for all dedicated Lean Six Sigma resources. Even if your Champion and Black Belts already have some leadership experience—and especially if they don’t—it’s essential to include leadership training as part of your curriculum. (It can also help your experienced managers work together more effectively, so should be considered for training your executives, P&L managers, and sponsors/process owners.)
- Champion and Black Belt training should overlap but typically are not identical. Black Belts need much more depth on the tools; Champions need additional skills such as project selection based on ROIC and project tracking.
The emphasis on leadership skills should come as no surprise. Black Belts and Champions alike have to be able to deal with people who are uncomfortable with or even threatened by the change (perhaps they fear losing their job). They’ve got to be able to explain to the organization why Lean Six Sigma is good for the organization, why they need everyone’s help, what’s going to change, what’s going to be the result.
You can avoid many problems by funding training out of a centralized corporate budget (as Lou Giuliano says, “If I think this is important, I’ve got to demonstrate that I believe it’s important. So I’m going to pay for the training.”) If you want to charge the P&L centers, initiate this charge after they have outstanding results, and they’ll cheerfully pay.
The Champion as VOC Guard Dog
An important role of a Champion is to prioritize project selection based on value, making sure there is a balance between identifying projects that are manageable but also significant to customers. Keep in mind that external customers don’t see the results of any individual process in your organization; they only experience the results of the entire value stream. As you get more experience in project management and process improvement, start thinking in terms of “value stream” improvement, not “process improvement.” That might mean, for example, that you work several different projects simulta-neously with multiple teams or even multiple Black Belts on an entire value stream to try to effect a change that the customer actually sees and is willing to pay for.
Mobilization Goal #4 Select and charter first wave projects
Lean Six Sigma lives and dies with project discovery, prioritization, and selection. The traditional approach has often allowed Black Belts to pick projects, sometimes with input from Champions and process owners. This seldom led to projects that were related to corporate strategy or prioritized around ROIC. Often, too many projects were launched, leading to long lead times to results (as you would predict from Little’s Law). Black Belts sometimes competed for resources. Over the past few years, a growing number of companies have based project selection and prioritization on shareholder value as covered in Chapter 4:
Step 1: Identifying the burning platform for the organization as a whole and for each business unit
Step 2: Completing a complexity value stream map to pinpoint the Time Traps
Step 3: Determining what approach to use on the targeted Time Traps
The purpose of this process is to make sure that projects support business needs. Management must know how to use properly structured processes to select projects. Involving key managers in this project selection creates an instantaneous link between line management and the Lean Six Sigma team, which preempts the possibility of a Lean Six Sigma silo developing.
Project chartering
The objective of a project charter is to commission a project that has a clear scope and ties to financial and strategic objectives. The charter should include a product/service description, business case, project goals, project scope, a high-level project plan, and list team members.
The charter should be sufficiently detailed so that the business objectives and the scope are clear to both the team and the management. The Black Belt and the project team receive a draft of the charter from the Leadership Team. Projects should only be launched that have been through a rigorous prioritization and selection process.
It is important to view the charter as a contract between all the people associated with a project: the sponsoring P&L manager, the Champion, the Black Belt, Green Belt, and other team members. It represents a two-way commitment: management will commit a certain level of resources (time, people, equipment, etc.) and capital to a project, and in return the team will deliver results in a certain time frame. You’ll find more detail on chartering projects in Chapter 11.
Mobilization Goal #5 Reach consensus on common metrics
Anyone experienced with corporate life knows that what gets measured gets done. Measuring Lean Six Sigma results and making sure there is the projected bottom line impact is an important element in managing your deployment. Inspect what you expect.
A word of warning: reaching consensus on common metrics is seldom easy, and you’d best be prepared to spend a fair amount of time up front…
- Deciding what it is you want to know.
- Identifying which existing systems generate the kind of information you need (and making sure those systems are reliable and used consistently across the organization).
- Developing new systems to fill in the gaps.
- Really digging for the “critical Xs that drive the final “Y” results. One dynamic that Lean Six Sigma tends to remedy in many organizations is the tendency to focus on final results rather than the critical factors that drive those results. Choosing the correct input, process, and output variables to measure is a vital component of making Lean Six Sigma a sustainable part of the organizations culture.
Typical metric systems include ways to measure both hard savings (dollar impact on the bottom line) and soft savings (improvements that result in cost avoidance, that delight customers, that remove a lot of hassle in the workplace, etc., but that are difficult to track to the bottom line and translate into dollar figures). Often times, it’s difficult or impossible to make a one-to-one correlation between your project results and what the P&L statement says, especially in today’s environment where changes in pricing and other changes in the organization are happening faster and faster. Savings from projects can get eaten up in other ways. “But I also know, because I have some history with these operations, that we wouldn’t be improving margins in flattened-down markets if something else wasn’t happening that was making a positive difference,” says Lou Giuliano.
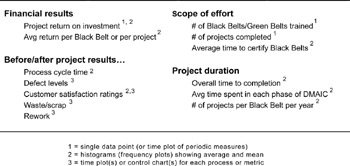
As with any metric system, you should include both indicators of results (the Ys) and the process itself (or Xs). Typical measures are listed in Figure 8.1.
Figure 8.1: Typical Indicators to Track For Lean Six Sigma
Conclusion
The people who have contributed to this book all use terms like “significant” or “huge” or “substantial” to describe the amount of work needed to successfully mobilize resources throughout their organizations. In short, it’s hard work. And the impact of the decisions described in this chapter, and all of those we didn’t have space to address, are truly important—meaning the choices you make have a significant impact on whether Lean Six Sigma becomes THE best way for your employees to achieve their business goals or whether it will be here-and-gone like so many of its predecessors.
“The biggest single difference in this part of the journey from all the other continuous improvement efforts that I’ve made is having dedicated resources.”
—Lou Giuliano, CEO, ITT
The main weakness in those predecessors, as Giuliano indicates, was that they lacked infrastructure. There was no way to coordinate the results of diverse projects, to standardize methodologies in order to accelerate learning and improvement, to compare value-creation potential across diverse sections of your organization. Few people worked on improvement full-time, and any efforts were diluted by the everyday pressures to get the job done. (This is why we express caution in relation to part-time Black Belts.)
The good news is that you don’t have to invent the infrastructure wheel. There are hundreds of companies out there deploying Six Sigma or Lean Six Sigma, some of which are likely similar to yours, and all of which you can learn from. Use their lessons—whether they’ve succeeded or failed—to better inform your own decisions and jump start your own learning curve.
Part I - Using Lean Six Sigma for Strategic Advantage in Service
- The ROI of Lean Six Sigma for Services
- Getting Faster to Get Better Why You Need Both Lean and Six Sigma
- Success Story #1 Lockheed Martin Creating a New Legacy
- Seeing Services Through Your Customers Eyes-Becoming a customer-centered organization
- Success Story #2 Bank One Bigger… Now Better
- Executing Corporate Strategy with Lean Six Sigma
- Success Story #3 Fort Wayne, Indiana From 0 to 60 in nothing flat
- The Value in Conquering Complexity
- Success Story #4 Stanford Hospital and Clinics At the forefront of the quality revolution
Part II - Deploying Lean Six Sigma in Service Organizations
- Phase 1 Readiness Assessment
- Phase 2 Engagement (Creating Pull)
- Phase 3 Mobilization
- Phase 4 Performance and Control
Part III - Improving Services
EAN: 2147483647
Pages: 150
- Using SQL Data Manipulation Language (DML) to Insert and Manipulate Data Within SQL Tables
- Understanding SQL Transactions and Transaction Logs
- Using Keys and Constraints to Maintain Database Integrity
- Performing Multiple-table Queries and Creating SQL Data Views
- Working with SQL Database Data Across the Internet
