Chapter 12: Process Control and Capability
A successful process or system is measured by how well the customers' needs are satisfied. The customers' needs are represented by the engineering specifications or tolerances. When all products are made within specifications, the customers' needs are fulfilled. This idea is the basis for process capability studies. The purpose of a capability study is to answer the question, "Is the process/system capable of fulfilling the customers' needs?" Most companies define a capable process as one in which at least 99.73% ( ±3 ƒ standard deviations) of the products are within the specifications. The trend, however, is to think in terms of plus or minus six sigma and beyond. In this chapter we will focus on this capability and its interpretation.
OVERVIEW
To study capability, we collect sample data from the process and estimate the population. On the basis of the distribution of the data, we then discuss the percentages of products in and out of specifications.
In manufacturing, there are two concerns: (1) achieving customer satisfaction and (2) maintaining customer satisfaction. Process control (predictability) and process capability (in or out of specifications) are two concerns; each has two possibilities. Considered together, there are four possible combinations (see Figure 12.1).
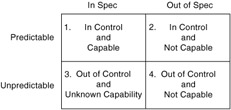
Figure 12.1: The four possible combinations of "control" and "capability."
-
In Control and Capable: A process that is in control and capable is illustrated in Figure 12.2. This process is both repeatable and completely within the specification limits. This is desirable and should be the goal of all processes. Improvement activities for this process may focus on reducing the spread of the process performance and locating the process mean on an optimal value.
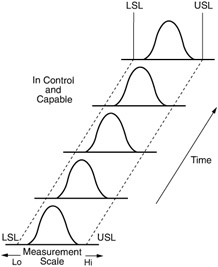
Figure 12.2: A process that is in control and capable. -
In Control and Not Capable: Figure 12.3 illustrates a process that is stable and repeatable but partially outside the specification limits. This process must be submitted to 100% sorts so that the unacceptable product can be identified and rectified. The cause for the out-of-specifications condition must also be determined. The problem may be due to the process location, the process spread, or both. The process must be corrected so that only acceptable parts are produced.
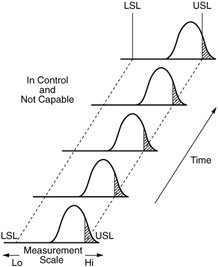
Figure 12.3: A process in control and not capable. -
Out of Control and Not Capable: An unpredictable process that makes products outside of the specification limits is illustrated in Figure 12.4. The information indicates that defective products are being produced. For this reason, an immediate 100% sort should be added to the process. Defective products must be identified and eliminated. Manufacturing operations that demonstrate these characteristics are frequently subjected to overadjustments. Attempts to keep this operation within specifications by adjusting the process will only make its performance deteriorate. The adjustments will not be successful because no accurate predictions can be made about the future performance. Where the operation is observed at one time has no bearing on where it will be later. This process must be stabilized and brought under control before any adjustment will be effective.
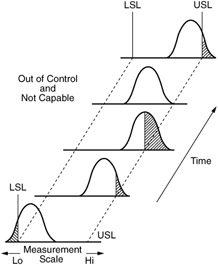
Figure 12.4: A process out of control and not capable. -
Out of Control and Unknown Capability: Figure 12.5 shows a series of distributions that is not repeatable but is within the engineering specifications. This operation is out of control and has an unknown level of capability. Although no products were observed outside of the specification limits, this is not defined as a capable process. The curves are changing, unstable, and out of control. This signals the presence of change but does not describe the size or amount of the change. The observed distributions are separated by intervals of time during which no data were collected. It is entirely possible that the operation changes enough to run outside of specifications for a period of time and returns to being within the specifications by the time the next sample is taken. The nature of the process changes and their sources must be identified. Detrimental sources of change should be eliminated from the process. Beneficial changes should be incorporated into the process.
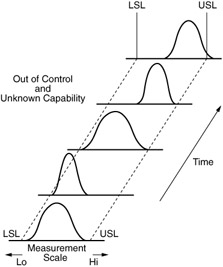
Figure 12.5: A process out of control and unknown capability.
EAN: 2147483647
Pages: 181