38. Pull Systems and Kanban Overview Pull Systems and Kanban is a large, complicated subject and many texts have substantial sections dedicated to them.[60] The intent here is to give a practical overview of Pull Systems and give the reader a roadmap to implement them. [60] For more see Lean Thinking by Womack and Jones or Lean Transformation by Henderson and Larco.
Pull in simplest terms means that no one at an upstream process step should (process and) provide an entity until the downstream Customer asks for itthen they should provide it quickly and correctly. A Pull System, therefore, is a cascading series of processing and triggers (requests) from downstream to upstream activities in which the upstream supplier processes nothing until the downstream Customer signals a need. An example of this is shown in Figure 7.38.1. Figure 7.38.1. Graphical representation of a Pull System.[61] 
[61] Adapted from SBTI's Lean Methodology training material.
The system in Figure 7.38.1 would flow as follows: The Customer uses an entity from Step D Step D is now empty and thus a trigger is sent to Step C to replenish Step D Step C sends an entity to Step D (replenishing it), Step D sits and waits for the next request Step C is now empty and thus a trigger is sent to Step B to replenish Step C Step B sends an entity to Step C (replenishing it), Step C sits and waits for the next request Step B is now empty, and so on
From the perspective of each location in the process, there is a simple set of rules that create the Pull System, as seen in Figure 7.38.2. A location should work only if their Outbox is empty and their Inbox is full and there is a trigger to work. In all other circumstances the location would remain idle. This can be an extremely alien concept to most traditional process thinkers. Management typically worries about the poor utilization of resources, which "must certainly drive up costs." Operators feel extremely uncomfortable with being perceived as "not working efficiently." Figure 7.38.2. Location processing rules in a Pull System.[62] 
[62] Adapted from SBTI's Lean Methodology training material.
Despite these concerns, a Pull System has many advantages over a traditional Push System, as can be seen in Table 7.38.1. In summary a Pull System Increases the speed to meet customer demand Reduces the amount of inventory without creating part shortages Decreases the amount of floor space required Improves the product and service quality
A Pull System, despite its many advantages, is a difficult transition to make. It requires an advanced and stable work environment to be successful; because of this, it should be one of the last pieces of the implementation puzzle to be put in place. Before installing a Pull System, the process itself must be Reliable. It should have dependable equipment with high-quality rates (generally through Mistake Proofing) and a flexible, multi-skilled workforce. Organized. The process should be well structured with minimal travel required and no delays due to materials movement. Repeatable. All work content should be done consistently, with clearly defined and understood Standard Work. Balanced. The process should be level loaded within Takt Time to generate a stable schedule. Lot sizes should be small or ideally the process should use one-piece flow. See also "TimeTakt Time" in this chapter.
Table 7.38.1. A Contrast between Push and Pull System Characteristics[63]Push | Pull |
|---|
Demand is forecasted (a prediction or guess), orders are launched in anticipation, sometimes weeks or months ahead of the delivery date | Cross-functional team designs a material plan, which accommodates today's demand (no anticipation) | Unpredictable process activity | Predictable process activity | Inflexible schedule | Flexible schedule | Shop Order launched (then wait) | No Order (ready now) | Low Inventory Turns 310 | High Inventory Turns 20100 | Manage by schedule, hot sheets, material shortage meetings, expeditors, air freight, expedited shipments | Manage by Kanban planning | High scrap and rework costs. Quality meetings and decisions made at a senior level. | Low scrap and rework costs. Problems resolved by operators themselves. | Often delays | On-time shipments | Complex | Simple |
[63] Adapted from SBTI's Lean Methodology training material.
The path to implementing a Pull System is actually in the implementation of the triggers themselves. The triggers are known as Kanbans. A Kanban is a simple and visual system, typically a small card or other visual cue, which regulates the Pull in the process by signaling upstream operation and delivery. Given that Kanbans are primarily used in Pull Systems they are also referred to as Pull Signals. There are two basic types of Kanban signals: In-Process KanbanA visual signal used to pace the movement of entities in a flow. These can be in the form of A prescribed location on the workstation (or floor), as shown in Figure 7.38.3. Operators are allowed to have a maximum of one entity in each of their Kanbans plus one entity at their workstation (where necessary). Figure 7.38.3. A location-based In-Process Kanban.[64]  [64] Adapted from SBTI's Lean Methodology training materials.
A container for the component parts of an entity. As the container arrives to a workstation it is the visual cue for that operation to be performed. Each container typically contains the work instructions themselves or a barcode to scan and pull up the appropriate work instructions from a terminal at the workstation. Material KanbanA visual signal to replenish materials consumed in a process. These commonly are in the form of a card, as shown in Figure 7.38.4. The card lists amongst other things the origin, destination, entity, quantity, and any specific delivery instructions. Each entity type has its own Kanban and replenishment process; thus, there is not one material plan but literally hundreds of individual material plans. The basic flow of the Supplier Kanban is shown in Figure 7.38.5. Materials travel from the Supplier and are accompanied with the Kanban card. As the materials are used, the Kanban card passes to the Materials Planner who records their use and sends the card back to the Supplier to trigger the next materials delivery and the cycle repeats. At least two Kanban cards (usually more, see the following) need to be in the system to ensure that no stock-outs occur. Figure 7.38.4. An example of a Material Kanban card regulating flow of plastic cups in a production simulation. 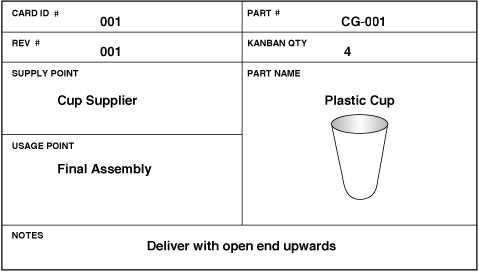 Figure 7.38.5. A Material Kanban at work.[65]  [65] Adapted from SBTI's Lean Methodology training material.
Materials Kanbans fall into three forms depending from where the materials are replenished: Supplier Kanbans (usually Yellow) are for materials originating at a Supplier and delivered to a storage location, a fabrication point or to the point of use. Operation Kanbans (usually Red) are for materials originating from a fabrication point and delivered to a storage location or to a point of use. Withdrawal Kanbans (usually Blue) are for materials originating from a storage location and delivered to a fabrication point or to a point of use.
Logistics Setting up a Pull System requires considerable effort and planning and cannot be achieved just by the Team alone. The Process Owner needs to play a key role in setting up the Kanbans and ensuring personnel are fully aware of the need for the System and their accountability to it. Planning the implementation takes the Team perhaps 24 hours. The implementation itself could take anything from 1 day to a month to complete depending on the complexity.[66] Use of a facilitating Consultant is probably a good idea for the first implementation. [66] For more information, see Lean Transformation by Henderson and Larco.
Roadmap Pull Systems are successfully implemented only in processes involved in repetitive activity; they are not applicable in one-of-a-kind processes based on infrequent and unpredictable orders. The roadmap to implementation of a Pull System varies depending on whether the implementation is an external one (typically involving a Supplier or Customer), or an internal one within the Business itself. The latter of these, being the most straightforward are considered first. Internal Implementation Step 1. | Determine the process and entity types on which to implement Pull. As mentioned previously, the process must be repeatable, reliable, balanced, and responsive. The Team should have already spent considerable time improving the process; the Pull System should be one of the last elements of the implementation.
| | | Step 2. | Establish a cross-functional implementation Team. This is made up of the existing Lean Sigma Team, but should be augmented with the following if not already represented:
Quality Process Engineering Area Supervisor Materials Manager or Planner Maintenance Operator Union Representation (Pull requires a fundamental change in the way Operators work and thus early understanding by appropriate Union parties can make or break the implementation) Information Systems (triggers used are often computer-based) Lean Consultant (as mentioned previously, if this is one of the first implementations of such a System, it is highly advisable to seek consulting help to facilitate the venture)
| Step 3. | Train the Team in Kanban techniques as per Table 7.38.2. It is useful to run through a production simulation such as ProdSIMTM,[67] at this point. It is often easier to understand by being part of a simulated Pull Process prior to a real implementation.
[67] ProdSIMTM is the registered trademark of The Change Works, providers of change simulations and consulting services.
Table 7.38.2. The Rules of Kanban and Pull SystemsThe Rules of Kanban |
|---|
Flow | The consuming step should "Pull" from the providing step through use of the Kanban. | Providing | The providing step provides entities in the quantity and the order dictated by the Kanban.
Nothing is made without a Kanban and only the Kanban quantity is produced (no more, no less).
The providing process must be standardized and stabilized. | Quality | Every entity produced at the providing step must be of acceptable quality.
Quality must be ensured prior to movement, so only good entities are passed. | Transferring | Nothing is transported without a Kanban.
Kanban cards must always accompany the entities themselves. | Consuming | The consuming step should never request replenishment until the Kanban is empty.
There should be only one partial Kanban at a time.
The consuming process should be smoothly sequenced and leveled to the Takt Time. | Continuous Improvement | The number of Kanbans should decrease over time.
The Replenishment Time from the provider should be a focus for a reduction effort. |
| Step 4. | Confirm the Goals and Objectives within the Team, so all know exactly what is required of the implementation. The Belt should briefly explain how the solution was determined (a potted history of the Lean Sigma project) and then walk the Team through the "future state" process map. Take plenty of time for discussion and questionsthis pays dividends later.
| | | Step 5. | Gather information for each entity type (some of this might have been done earlier to construct the Demand Segmentation):
Daily Rate at maximum level of demand Average Daily Demand Replenishment Time (see "TimeReplenishment Time" in this chapter) Kanban Sizes (see Step 6) Bills of Materials (BOMs)
For non-dedicated processes (more than one entity type flows through the process), identify
The data collected is revisited on a regular basis as Kanban sizes are adjusted or demand changes, so it is useful at this point to construct a single, central database for all the Pull data, if it doesn't already exist.
| Step 6. | Calculate the Kanban requirements, specifically
- Lot size (Standard Container Quantity) This is predominantly driven by space availability adjacent to the working area and consideration of the Replenishment Time. If the Replenishment Time is long, then it might be necessary to have a larger Lot Size or to maintain an inventory in a warehouse or storage area close to the consuming process. The lineside Lot Size would never usually go beyond 13 days of stock.
- Number of Kanbans needed There are multiple versions of formula to calculate the number of Kanbans, but the generic formula is as follows:

where ADD is the Average Daily Demand and the Safety Factor represents the inventory buffer to ensure the line never starves. The Safety Factor is usually set at 1 or more in the early stages, but as the process settles and becomes more robust it is reduced. There must always be a minimum of 2 material Kanbans for each entity type.
After the Lot Sizes and Number of Kanbans are determined, it is useful to test the set up by physically simulating the process, or with a small simulation model. It is clearly better to learn of mistakes prior to going live with the Pull System.
| Step 7. | Make the lineside preparations. Develop a Kanban floor space layout using 5S principles. Order any supplies required, such as storage equipment. Allocate space on the floor ready for the Kanban.
| | | Step 8. | Train all stakeholders (anyone who affects or is affected by the change) in the Kanban process. This includes anyone who touches a Kanban, as well as their management.
| Step 9. | Go live. There is inevitably a need to handhold operators through the first few hours. Have someone from the Team at the lineside at least for the first day and through the first changeover of entity type.
|
External Implementation External implementation of a Pull System shares many of the preceding steps, with the added complexity of dealing with Suppliers, Purchasing, and Accounts Payable. Step 1. | Determine the process and entity types on which to implement Pull. As mentioned previously, the process must be repeatable, reliable, balanced, and responsive. The Team should have already spent considerable time improving the process; the Pull System should be one of the last elements of the implementation.
| Step 2. | Establish a cross-functional implementation Team. This is made up of the existing Lean Sigma Team, but should be augmented with the following if not already represented:
| | | Step 3. | Train the Team in Kanban techniques as per Table 7.38.2. It is useful to run through a production simulation such as ProdSIMTM,[68] at this point. It is often easier to understand by being part of a simulated Pull Process prior to a real implementation.
[68] ProdSIMTM is the registered trademark of The Change Works, providers of change simulations and consulting services.
| Step 4. | Confirm the Goals and Objectives within the Team, so all know exactly what is required of the implementation. The Belt should briefly explain how the solution was determined (a potted history of the Lean Sigma project) and then walk the Team through the "future state" process map. Take plenty of time for discussion and questionsthis pays dividends later.
| Step 5. | Start implementing "Blanket Purchase Orders" if these are not already implemented. For the Supplier to deliver materials on time and in full to the line, it is important that they have as much visibility as possible into the demand schedule and a commitment from the consumer. This commitment is in the form of, for example, a Blanket Order of materials for the next six months. The materials are not billed for immediately or shipped immediately; rather they are billed on use and delivered as per the Kanban mechanism.
| Step 6. | Create the procedure for broadcasting the trigger to the supplier. This can be done with Kanban cards (the card triggers the build) or there are Kanban Software packages available to create an electronic Kanban as it is sometimes called to trigger the build at the Supplier in anticipation of the card arrival. The broadcast could simply be by Electronic Document Interchange (EDI), fax, or e-mail. Determine also the timing of the broadcast relative to the consuming process and establish how the trigger is created and accepted without fail each cycle.
| Step 7. | Establish Supplier profiles. Not all Suppliers are created equallysome provide materials that are crucial to the performance of the product and must meet stringent criteria; others provide more commodity-type components. The delivery and quality performance of Suppliers of "critical" components should be investigated and those Suppliers are typically then "Certified" if their performance meets need. Purchasing is then instructed that they cannot buy from non-certified Suppliers on critical components.
| | | Step 8. | Gather information for each entity type (some of this might have been done earlier to construct the Demand Segmentation):
Daily Rate at maximum level of demand Average Daily Demand Replenishment Time Kanban Sizes (see Step 9)Supplier involvement in this is important. Bills of Materials (BOMs)
For non-dedicated processes (more than one entity type flows through the process) identify:
The data collected is revisited on a regular basis as Kanban sizes are adjusted or demand changes, so it is useful at this point to construct a single central database for all the Pull data, if it doesn't already exist.
| Step 9. | Calculate the Kanban requirements, specifically the
Lot size (Standard Container Quantity)This is predominantly driven by space availability adjacent to the working area and consideration of the Replenishment Time. If the Replenishment Time is long then it might be necessary to have a larger Lot Size or to maintain an inventory in a warehouse or storage area. The Point Of Use (POU) Lot Size would never usually go beyond 13 days of stock. Number of Kanbans neededThere are multiple versions of formula to calculate the number of Kanbans, but the generic formula is as follows: 
where ADD is the Average Daily Demand and the Safety Factor represents the inventory buffer to ensure the line never starves. The Safety Factor is usually set at 1 or more in the early stages, but as the process settles and becomes more robust it is reduced. There must always be a minimum of 2 material Kanbans for each entity type.
After the Lot Sizes and Number of Kanbans are determined, it is useful to test the set up by physically simulating the process, or with a small simulation model. It is clearly better to learn of mistakes prior to going live with the Pull System.
| | | Step 10. | Make the lineside preparations. Develop a Kanban floor space layout using 5S principles. Order any supplies required, such as storage equipment. Allocate space on the floor ready for the Kanban.
| Step 11. | Train all stakeholders (anyone who affects or is affected by the change) in the Kanban process, including the Supplier's personnel. This includes anyone who touches a Kanban, as well as their management.
| Step 12. | Go live. There is inevitably a need to handhold operators through the first few hours. Have someone from the Team at the lineside at least for the first day and through the first changeover of entity type.
| Step 13. | Set up a Continuous Improvement Team for Kanban (see "Other Options" in this section). The complexities of an external Kanban make it almost impossible to execute perfectly from the Go Live. Improvements are needed as the process settles.
|
Other Options Continuous Improvement is a big part of any Pull System implementation. The focus of such activity should be on Kanban reduction (numbers of cards in the system) Improvement of Lead Times in both the supplying and consuming processes Supplier Replenishment Time reduction Transportation Time reduction Receiving Time reduction Quality Inspection Time reduction Setup and Changeover Time reduction in both the supplying and consuming processes Travel distance reduction
|